Step 1: Cleaning the wheel core
Whether it is a brand new core or a refurbished old one, the first step is to make sure the surface is clean. New cores need to have the oil removed, while old cores need to have the old polyurethane cover removed and thoroughly cleaned with a detergent.
Step 2: Surface Roughening
Whether it's a bearing or any other core material, the surface needs to be roughened. The purpose of this step is to increase the bonding area with the polyurethane overmolding and ensure a tight connection between the two.
Step 3: Sandblasting
The roughened core is sandblasted to further increase the surface roughness. The sandblasting grit is selected according to the material of the core to ensure a strong bond with the polyurethane overlay.
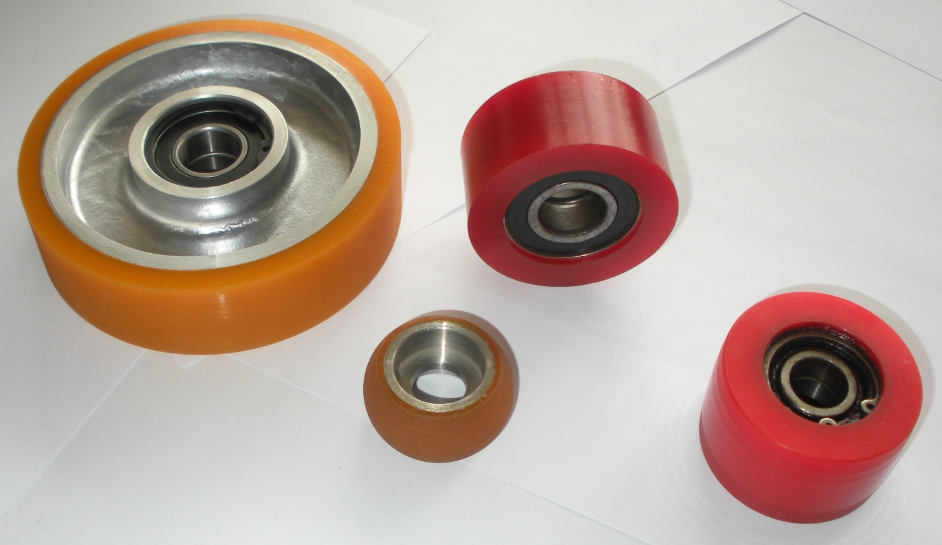
Step 4: Polyurethane Overlay
Polyurethane overmolding is applied to the treated cores according to the customer's requirements. Different overmolding materials offer different properties, such as ink resistance, abrasion and pressure resistance, or high temperature resistance.
Step 5: Vulcanization
Once the overmolding is complete, the Kubis drive wheels undergo a vulcanization process that lasts more than 18 hours. Vulcanization ensures that the polyurethane is tightly bonded to the core of the wheel, forming a strong bearing-covered wheel.
Step 6: Fine grinding
The Kubis drive wheels are sanded according to the customer's size and shape requirements. For customers who require an extremely smooth surface, even a mirror finish using a CNC grinder is required.
With the above mentioned processing, Kubis drive wheels not only ensure excellent performance, but also fulfill the customer's requirements for size, shape and performance, making them a durable choice for industrial applications.